










Looking to the future
One of Europe’s leading EDGECAM | Designers and manufacturers of models and components for aerodynamic assessment in wind tunnel environments, Future Advanced Manufacture have significantly reduced the production time for aerospace components using a powerful multi-axis drilling application designed for them by Vero International Software.
Cheltenham based Future advanced Manufacture specialise in manufacturing high precision, high performance and safety critical components, offering project management, design and prototyping facilities alongside batch production of complex assemblies. One area of particular expertise is in the manufacture and development of new wing shapes.
"The engineers from Vero were incredibly knowledgeable and able to react to any product changes. This was a major factor in the overall success of the project.”
"We can now produce an automated programme that needs no editing on the machine tool and has therefore reduced our manufacturing timescales by 80%.”
Mike Sullivan
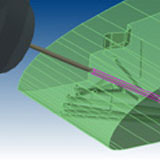
Having first installed VISI software in 1997, Future has worked closely with Vero and now operates seven seats running on a network license throughout 10 PC workstations. After several years experience of using Vero, Future Advanced Manufacture had confidence that Vero could help them develop a dedicated application for micro-drilling of aerospace components. Part of the process of manufacturing wings for aircraft involves drilling minute surface holes into the components so that they can be pressure tested within a wind tunnel. Micro-tubes the size of hypodermic needles are fitted to connect each of these holes to pressure sensing equipment inside the model. It is also necessary to drill 1mm diameter holes up to 300mm long to connect these surface features and invariably these are all running at differing vectors.
The technical brief then was for up to 350 holes per wing (ranging from 0.3mm - 1mm) to be precisely positioned and to be perpendicular to the surface at that point. At that time, the only feasible approach to the problem was a series of steps to calculate the vector direction and rotations for each compound hole - a task that was time consuming, cumbersome and with a high potential for error. This involved creating a line that defined the vector through the centre of the hole, and then a calculation of 2 angles and 2 rotations that would enable true alignment of the hole for drilling down its vertical Z axis.
At each stage of the process, angle values had to be written down along with the final X, Y and Z and depth values for each hole. Having to perform this sequence for typical parts with more than 100 holes meant many hours and even days worth of effort, before any of this information could be passed down to the manual 7 axis EDM machines.
The bespoke solution provided by Vero was developed in 2 stages. The original specification provided by Future was to provide a solution for quickly identifying all the compound holes, including the diameter, depth, positional co-ordinates and the rotations required to manufacture each hole. The initial request was to output this information in a table format that could then be passed to the machine operator who would then use this information to produce each required hole. Constant liaison between Future and Vero ensured that stage 1 of the project completely satisfied all parties. Mike Sullivan, Managing Director explained “The first result was great and surpassed all of our expectations, the complete hole identification process was now taking a matter of minutes as opposed to a matter of hours or days.”
Having now streamlined the hole identification process, Future decided to investigate the possibility of automating the complete process, bringing together both the identification and manufacturing of holes into one application. Future decided that although long internal holes should still be drilled by EDM, the 0.30mm dia surface holes could be drilled by solid conventional 5 Axis drilling and this led to a purchase of a 1.5 metre capacity multi axis high speed CNC machining centre.
After further consultation with Vero it was decided to embark on development of a complete solution that could produce drilling toolpaths automatically from the solid or surface model data provided. The application was continually tested and benchmarked by both Future and VERO during the development cycle. “The engineers from Vero were incredibly knowledgeable and able to react to any product changes. This was a major factor in the overall success of the project” claims Sullivan “We can now produce an automated programme that needs no editing on the machine tool and has therefore reduced our manufacturing timescales by 80%”.
In conjunction with the development of the application, post processors were developed for the multi axis machining centre to ensure that the toolpaths created by the application were 100% accurate and could be read into the machine tool control without any manual editing. When the CNC Machining Centre was delivered to Future, the new fully automated drilling application was installed and within one day of commissioning from both parties the solution was ready to run.
It soon became clear that the application met and exceeded the specification laid out by Future. Not only could the application detect all the compound holes, it could now produce a post processed NC file from the multi axis drilling toolpaths. Using a CNC approach eliminated any possible “manual” errors and the components could be manufactured in a fraction of the time.
The automation concept had also been taken one step further by the inclusion of feature recognition that allowed the engineers at Future to apply different types of drilling cycles based upon the hole types and colours applied to the CAD model.
Commenting on Future’s decision to embark on manufacturing automation, Sullivan concludes “This process has given us an edge over European Aerodynamic model manufacturers and has cemented our relationship as a preferred supplier to the major European aircraft developers”.
About The Company:
Name: Future Advanced Manufacture
Web: www.futuream.com
Benefits Achieved:
- Dedicated bespoke development for multi-axis micro drilling
- Manufacturing timescales reduced by 80%
- Tailored post processors that required no machine code editing
"The engineers from Vero were incredibly knowledgeable and able to react to any product changes. This was a major factor in the overall success of the project.”
"We can now produce an automated programme that needs no editing on the machine tool and has therefore reduced our manufacturing timescales by 80%.”
Mike Sullivan